Our Products



YCWE Water-Cooled Chiller
A compact, modular scroll chiller designed for energy efficiency and reliable performance in commercial HVAC
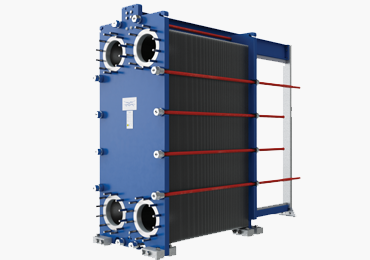
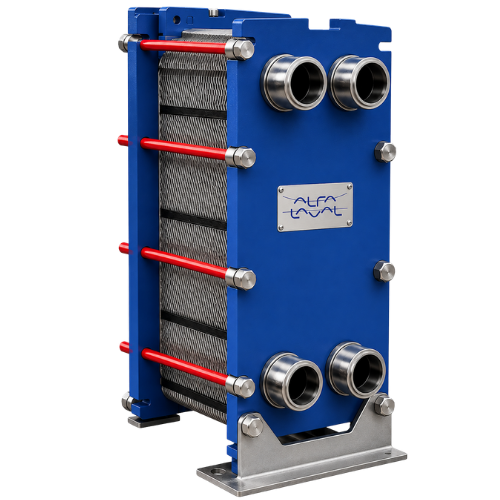

Plate Heat Exchanger
It is a thermomechanical device that transfers heat effectively between two
mediums



YMAE 140 Air-Cooled Chiller
140 kW air-cooled DC inverter scroll chiller with R410A and optional Gold Fin coils.

York Chilled Water Fan Coil Unit
A compact ceiling concealed unit (like the YGFC series) for zone cooling or heating using chilled or hot water.

York Ceiling Cassette
A modern indoor unit designed for quiet airflow to provide uniform cooling in commercial spaces.


One Way Cassette Fan Coil Unit
A discreet, ceiling-mounted indoor unit designed to direct airflow in a single direction.



Air Compressor
Pressurized air obtained by using different kinds of air compressors for industrial purposes



Air Dryer
A system or piece of equipment called an air drier which is used to get rid of moisture from the air.

Vapour Absorption Machine
A vapour absorption machine uses heat energy to provide eco-friendly, energy-efficient cooling for industrial and commercial applications.
Heat Recovery Unit
A system designed to capture and reuse waste heat from air compressors, helping improve energy efficiency and reduce operating costs in industrial environments.

Air Leak Detection Service
A specialized service that identifies and locates air leaks in compressed air systems to optimize efficiency, reduce energy costs, and minimize equipment downtime.
Let's Make Your Operations Hassle-Free
Our premium mechanical equipment and expert service are tailored to your needs. Reach out today!
Our Service
Providing trusted industrial solutions for engineered applications Test
Founded in 1999, Aadiushmaa Engineers Pvt. Ltd is one of the leading suppliers of mechanical equipment. As a manufacturer, trader, importer, and distributor, we are specialized in heat exchangers, air compressors, AODD pumps, and vapor absorption machines.
Professionals with extensive technical knowledge produce our industrial equipment. These pieces of equipment are highly functional, sturdy, and long-lasting. We have a well-equipped and modernized procurement facility to store all our products. Our expertise is quality products, long life, technicality, and affordable price. As per customer and industry requirements, our products are available in different models, sizes, and specifications. We are committed to providing our clients best quality services and range of products at the most competitive prices in the industry.

One-stop-solution for mechanical equipment needs

Ensuring durability and long-lasting products

Dedicated support team to assist with any issues

Understanding of global regulations and standards in the industry
30
Years of Industry Experience
250+
Satisfied Clients Nationwide
268
Total Project Done
250
Happy Clients
Why should you choose us for your engineering needs?
For all of your pumping needs, go no further than Aadiushmaa Engineers Pvt. Ltd. More than 250 national clients have trusted us with their business. Our products are designed and manufactured by professional engineers. A market leader in terms of quality, functionality, and lifespan, our products stand out from the rest. After-sale services from our technical experts are our strength.
Our product range has various options to choose from as per the industry requirements and the latest innovations in the market. Our solid market presence over the past 30 years makes us a trusted industrial solution provider. Choose our company for a smooth and hassle-free pumping operation at reasonable prices.
Our Work Process




Partners in Progress: Our Key Collaborators


























What Our Clients Say
Client Feedback
Frequently Asked Questions
We are specialized manufacturers and suppliers of AODD Pumps, Heat Exchanger Plates, Air Compressors, Metering Pumps, Rotary Lobe Pumps, Vapour Absorption Machines, Thermax VAM's Cooling and Heating Division, AHU Temperature Controllers, Wrightflow Lobe Pumps, Viking Gear Pumps, Flux Barrel Pumps, OBL Metering Pumps, Sandpiper AODD Pumps, and Alfa Laval Plate Heat Exchangers.
Founded in 1999, Aadiushmaa Engineers Pvt. Ltd. has over 30 years of industry experience in providing reliable mechanical equipment and solutions.
All our products are manufactured by engineering professionals based on strict industrial norms. We have a controlled procurement process and our products are procured in well-equipped facilities based on the latest technology.
Yes! After-sales services from our technical experts are our strength. We are committed to providing our customers with the best quality services and products.
We serve a wide range of industries including Oil and Gas, Food and Beverage, Chemical, Pharmaceutical, Power, and many more with our reliable industrial equipment.
You can get a quote easily by filling out our "Get A Quote" form on our website, or by contacting us directly via phone at +91-9357305272 or WhatsApp.